Unscrewing Molds Customer Example
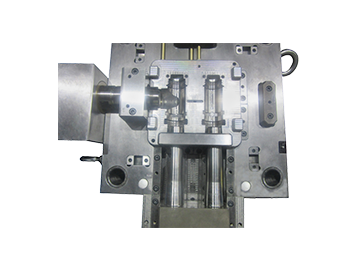
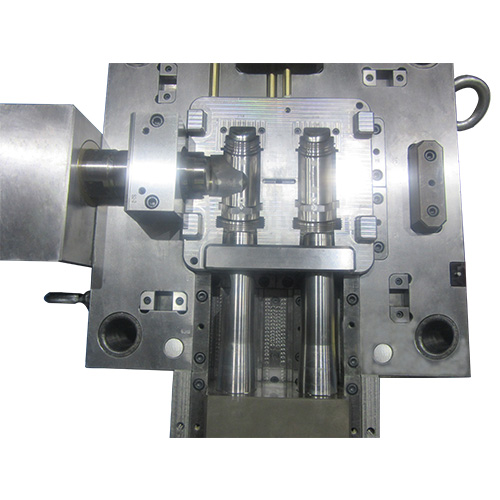
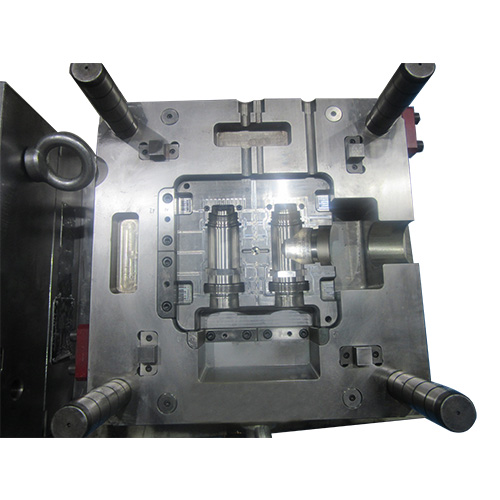
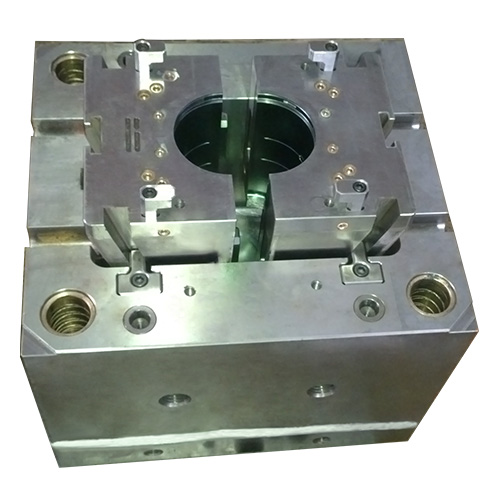
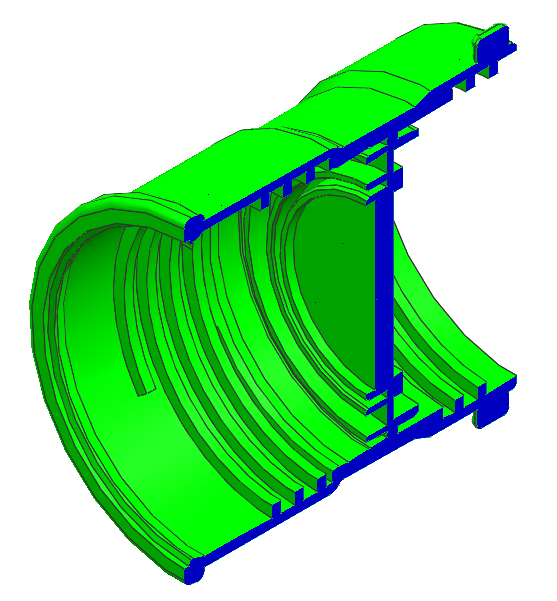
This is a complicated geometrical valve body with fine thread holes(8x) around lateral and bottom sides, which need to bear higher hydraulic stress and be with fine seal-ability. Customer had tried a testing mold without thread, and tapping screw after injection in consider of high risk of complex unscrewing mold structure.Unfortunately the tested shot with manual screw holes hard to be passed seal-ability testing due to unstable screw accuracy during tapping process.
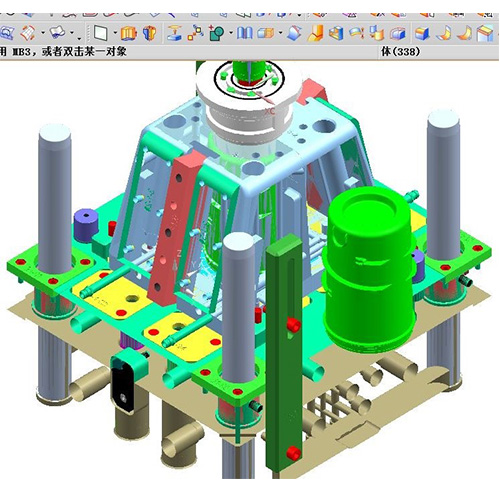
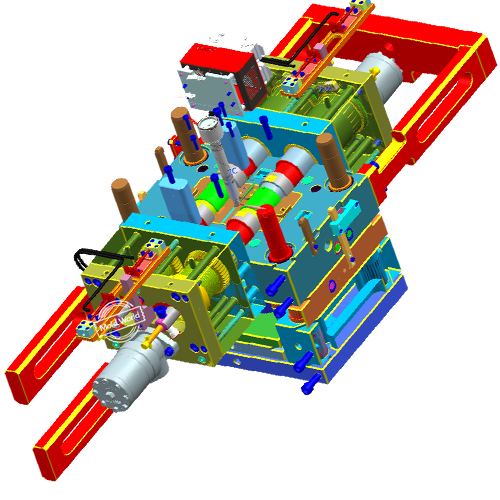
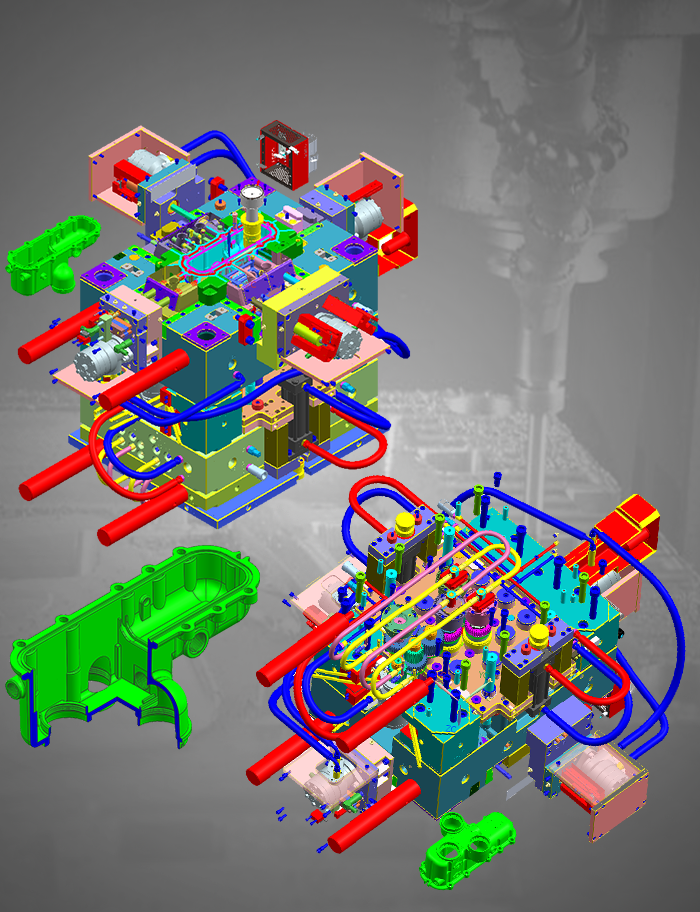
We provided and advised a systematic solution for client from unscrewing construction feasibility analysis, steel material chosen,side-pulling mechanism design, driving way & cooling system defined,mold machining process making, injection risk & efficiency evaluation ect. Finally designed 4 multiple action sliders at lateral side, each slider is triple-stage action slider actuated by angle pin, hydraulic cylinder and hydraulic motor accordingly. The rest three big thread holes in bottom side unscrewed with gear system driven by a hydraulic motor. The formed valve body ejected out from mold by two hydraulic cylinder. Whole molding cycle time, production process stability and efficiency meet customer's requirements.
Valve body unscrewing injection Mold Parameter:
Hasco Standard Components.
Part Size: W 210X L 363 x H 150 mm
Material: PA66 + 30% GF (glass fiber)
Insert Steel: S136 Forging steel HRC 50~52
Shrink: 3‰
Manifold: Hot runner with pin-point gate.
Ejector Stroke: 120 mm
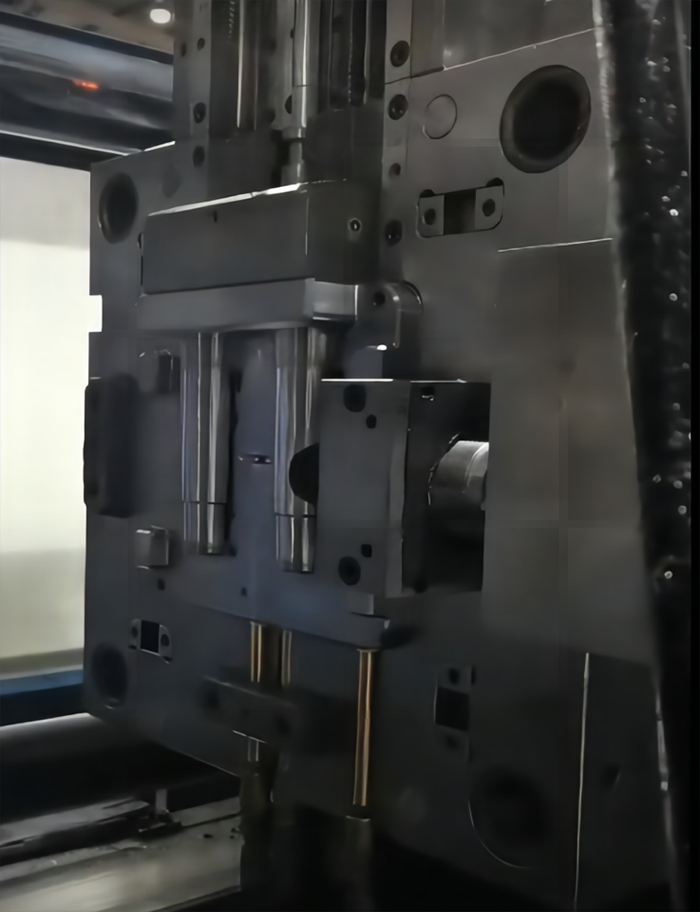
Total weight of the mold: 2.83T
External Mold Dimensions: W 496 x L 796 x H 865 (W 19.53” x L 31.34” x H 34.06 ).
Ship & Payments : CIF,FOB & T/T,L/C,West Union, Paypal
TALK TO US ABOUT YOUR MOLDING NEEDS

 Español
Español