Gas Assist Injection Molds Customer Example
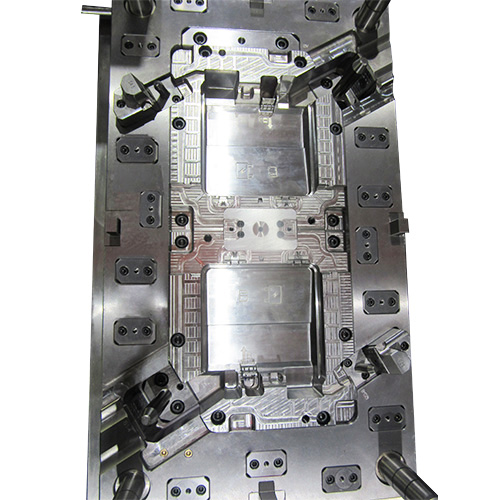
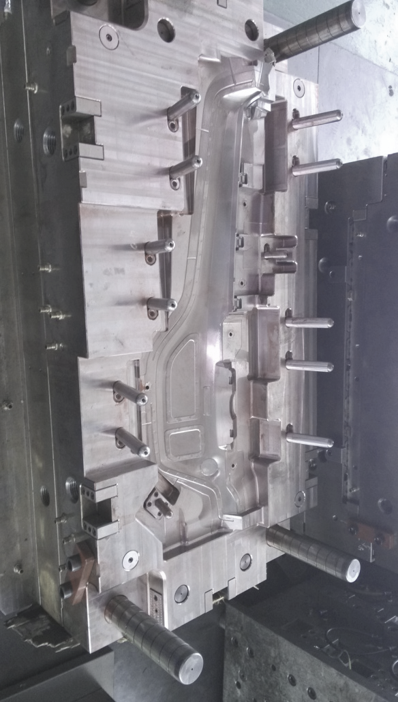
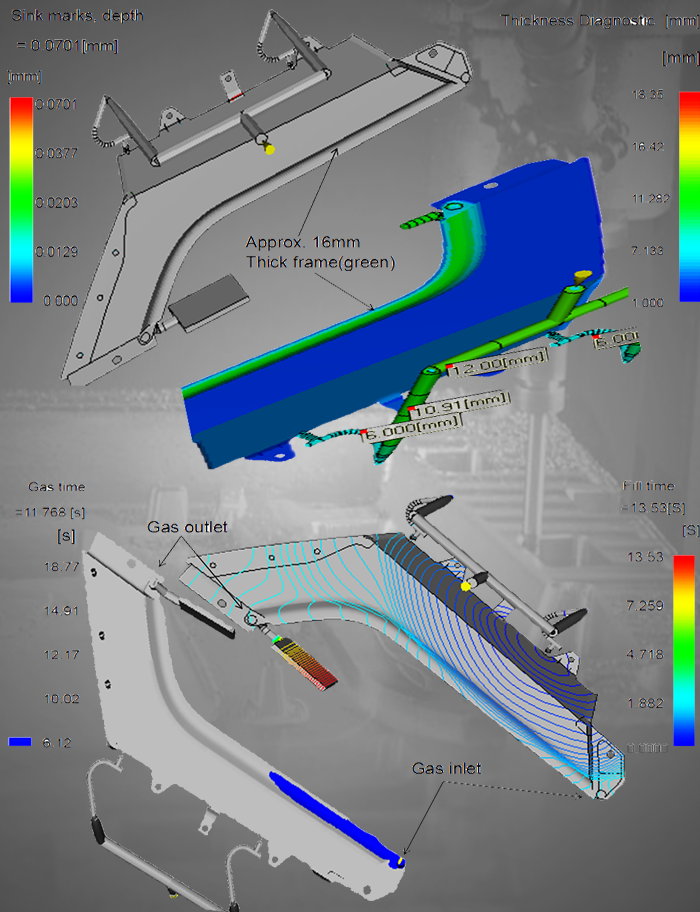
The part is a drawer panel with thicker solid frame(around 16mm as the thickness diagnostic) that must pass strictly mechanical testing,be with high shiny surface and desired handle feeling. If using common molding process, the shrinkage , internal porosity and mechanical property cannot meet requirements. Customer would plan to adopt over molding solution that inserting an additional steel leaf to mold before ejection process. Our engineering team made the mechanical property , fluidity,adhesion and cost analysis (with Ansys & mold flow software),found that mechanical and adhesion are big potential defects due to the different deformation trend and density between steel leaf and polymer, which will led the unbalanced warps, white mark and color difference for products; And the pre-position of steel leaf also is a big challenge for workers. The key problem is steel leaf will directly increase material and labor cost.
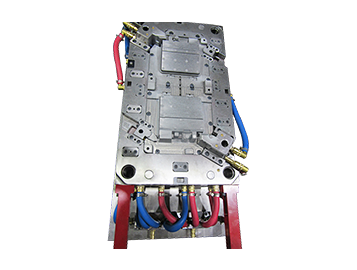
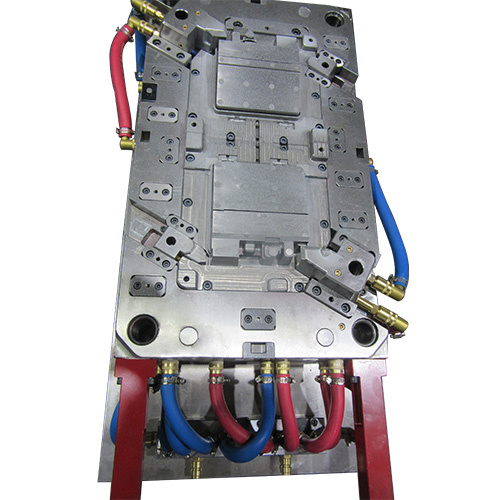
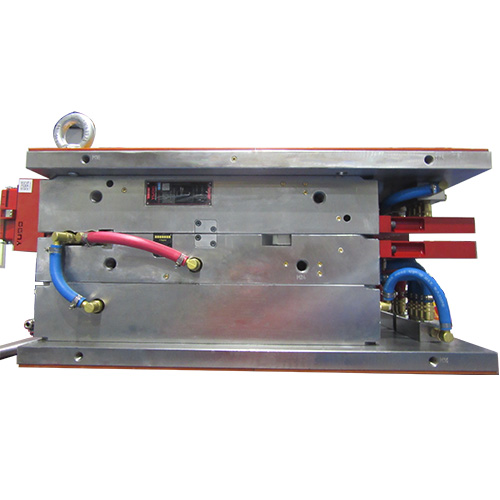
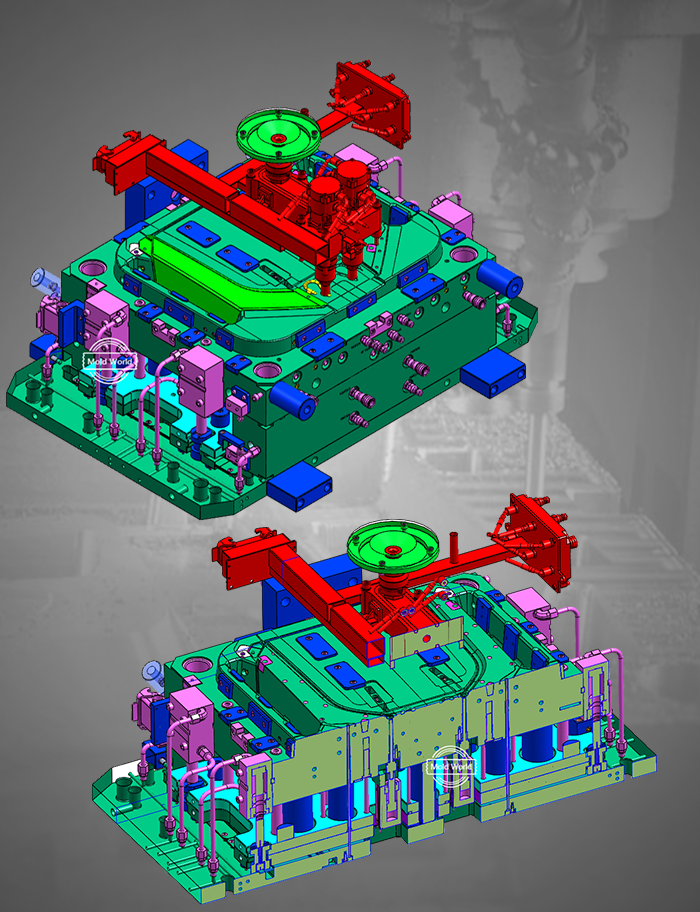
Through full analysis & deliberately consideration, we strongly recommended the gas assist method as showed, the mold designed with two tab gates and set two nitrogen nozzles(pneumatic cylinder 2x) at gate and the end of filling accordingly, the needle valve hot runner used be suitable for filling adjustments, and products ejected out by hydraulic cylinders(4x) in view of customer’s molding machine capacity and the balanced ejection. Finally mold delivered to customer on time and has been working well. No mold is too complicated for our team!
Drawer panel Injection Mold Parameter:
Hasco Standard Components.
Part Size: W 250X L 600 x H 120 mm
Insert Steel: 2083 HRC 52~56
Material: ABS
Shrink: 5.5 ‰
Manifold: Needle valve hot runner
Ejector Stroke: 90 mm
Total weight of the mold: 4.5 T
External Mold Dimensions: W 796 x L 946 x H 746 (W 31.33” x L 37.24” x H 29.37 ”)
Ship & Payments : CIF,FOB & T/T,L/C,West Union, Paypal
TALK TO US ABOUT YOUR MOLDING NEEDS

 Español
Español